雪佛兰科鲁兹1.6发动机器件的测量
3.4.2.3、发动机部件测量>>气门和气门座的修整>>气门和气门座的修整方法>>铰修气门座(续)
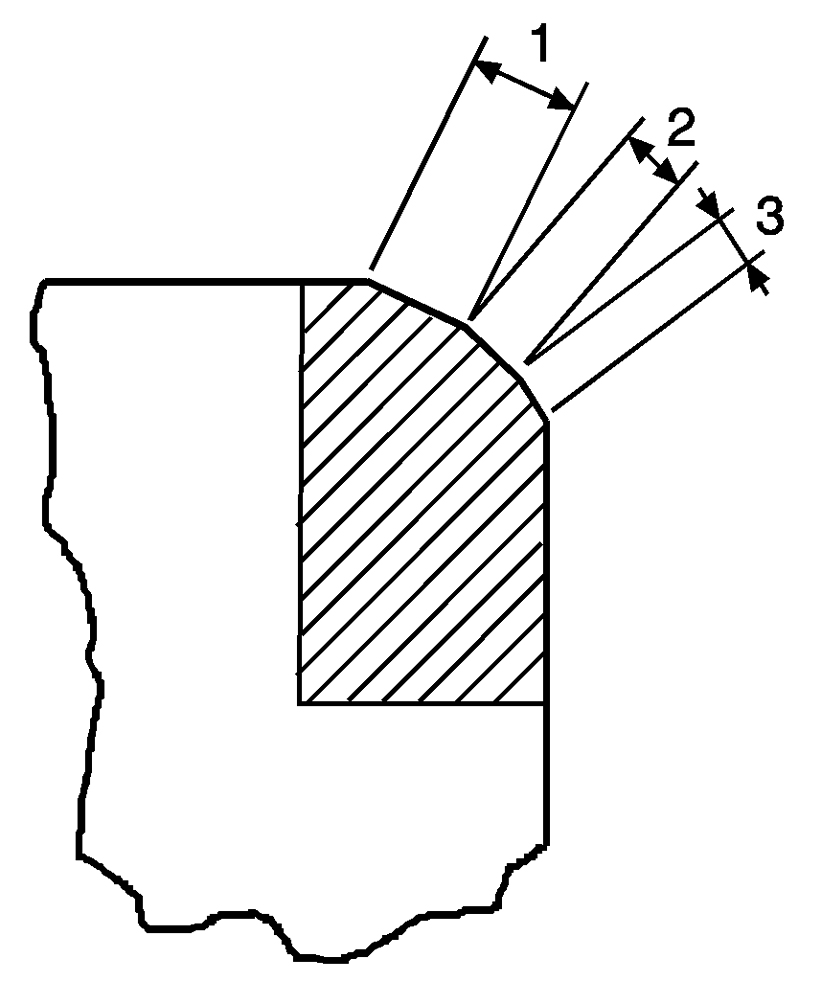
气门座铰修应用气门铰刀进行。气门铰刀的角度分为30°、45°、75°和15°四种。30°和45°铰刀用以铰修气门座相应角度的工作圆锥面,分粗刃和细刃两种;75°和15°铰刀是供调整接触带宽度和位置用的。?铰修气门座前,先检查气门导管磨损情况,若磨损严重,应更换新气门导管后,再铰修气门座。
操作步骤
铰修气门座的步骤如下: 1、首先用45°粗刃铰刀铰修工作圆锥面,至消除表面的凹坑、麻点等缺陷为止。? 2、用15°和75°铰刀分别铰修工作圆锥面上、下口,修正工作圆锥面宽度和位置。当气门与气门座接触环带偏下时,可用75°铰刀修正气门座,使接触环带上移;若接触环带偏上时,可用15°铰刀修理气门座,使接触环带下移。? 3、最后用45°细刃铰刀轻轻铰修工作圆锥面,使其粗糙度和接触宽度都符合要求。 铰修时,用力要均匀,转动要平稳,否则容易将气门座铰偏。同时,应尽量少铰削掉金属层,以延长气门座的使用寿命。? 磨修气门工作圆锥面和铰修气门座后,要进行配研,最后检查密封性。? 气门座经过多次铰修其内径增大,而气门经多次磨修直径减小,这将会综合地影响到气门在气缸盖上的下陷量,而使压缩比减小。当更换新气门后,检查气门下陷量仍然超过规定值时,就只能镶入或更换气门座圈。