雪佛兰科鲁兹1.6发动机器件的测量
2.1.2、游标卡尺>>普通游标卡尺的使用
游标卡尺是最常用的机械加工和检测用测量工具,一般可以测量内、外径,长度和深度。通过主尺的读数加上游标上对应刻度方法,测量出工件的某一尺寸,测量精度为0.02mm。
游标卡尺使用方法
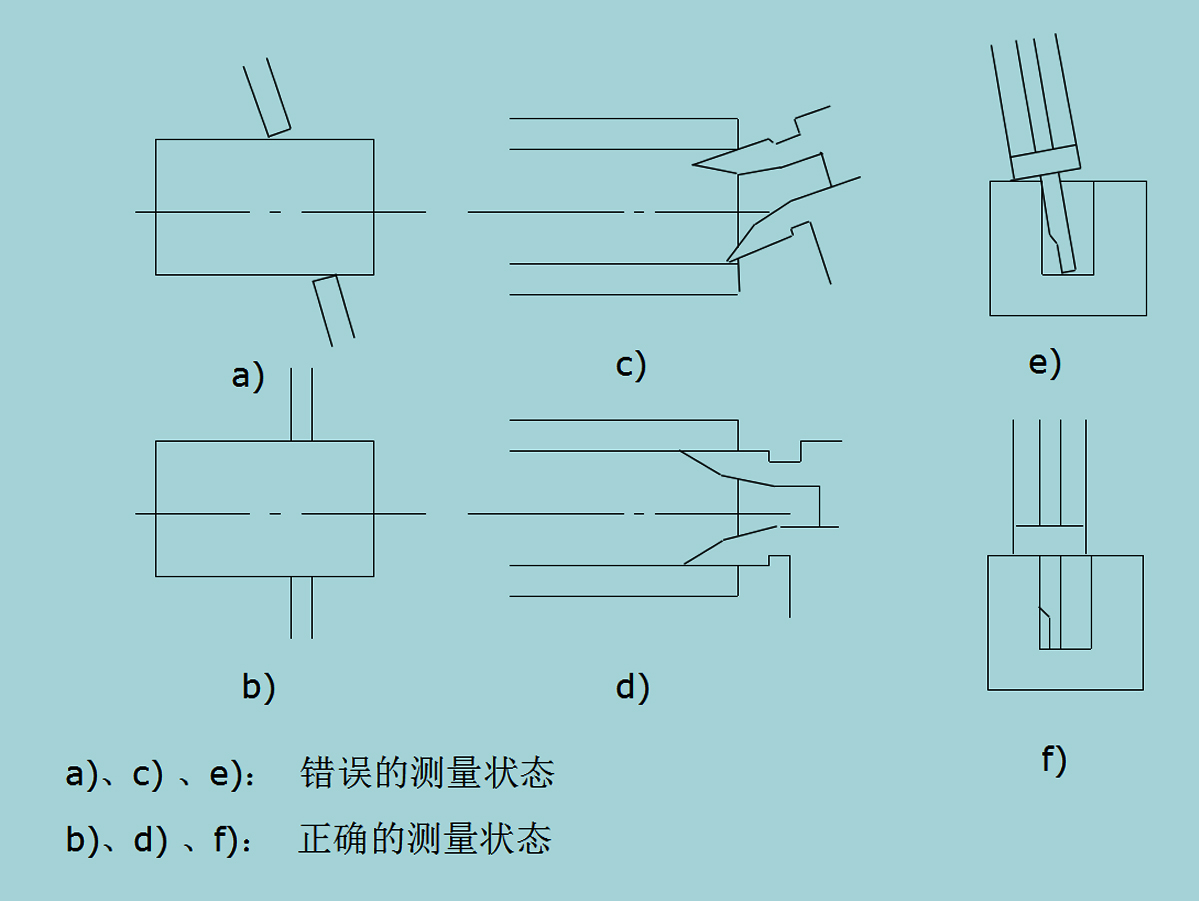
使用方法:所使用的游标卡尺,必须是经过检较合格的。发现有损坏或不准时不要使用。检测前应将卡尺和工件上的油污、粘附清理干净,以免影响测量准确度。测量时,应使被测尺寸的方向与尺身保持平行或垂直的方向,这样才能测出准确的数据。难以判断是否平行垂直时,测量外径类的尺寸,以最小尺寸为准;测量内径类的尺寸,以最大尺寸为准。无论测量什么尺寸,检具的测量面应与工件的被测面紧贴无隙。量具与工件之间应有一定的接触力度。
游标卡尺读数
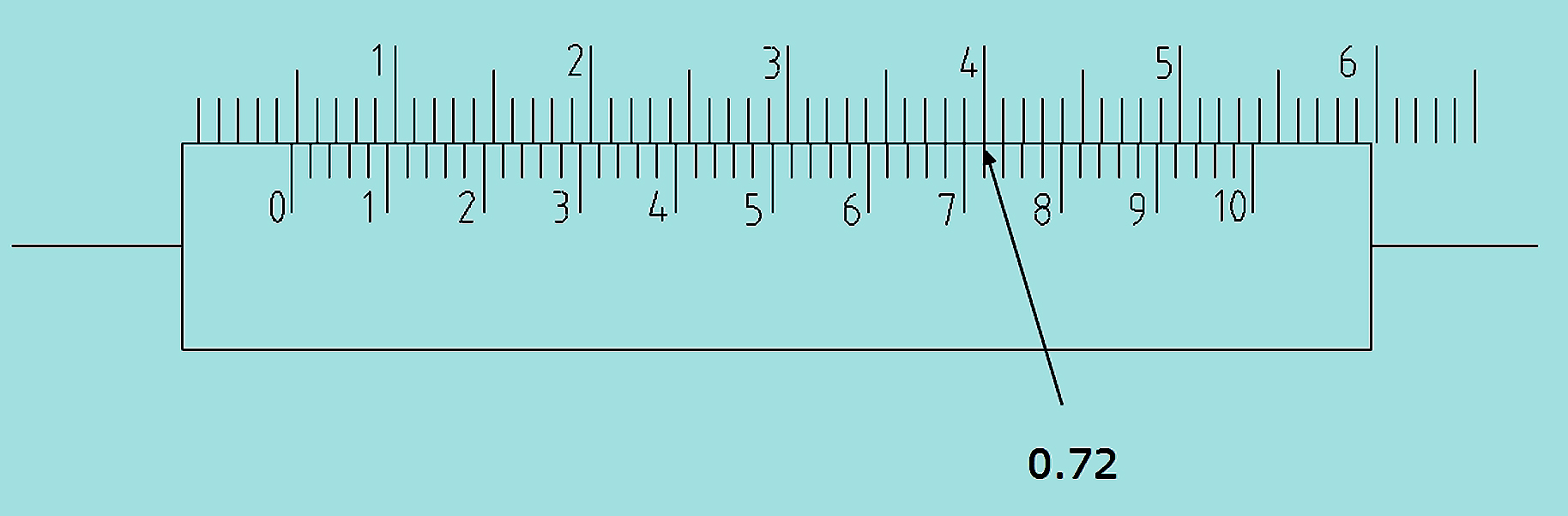
读数: 首先看主尺上被游标上零刻线超过的刻线整数,如下图,超出主尺4格,整数为4mm;再看游标上与主尺上刻线对得最齐的那条刻线是多少(游标上每一小格是0.02mm),这里对齐的是0.72,二者相加得4.72mm,这就是测得的尺寸。不用管所对齐主尺上的刻度是多少。注意事项:测量与读数一般是分成两段进行。按前述正确方法测量后,可先用紧顶螺钉固定游标,再将卡尺轻轻退出,在亮处仔细读数。不用紧顶螺钉固定时,为避免游标走动,测量外径游标尺应拖出;测量内径游标尺应推出。为保证量具的精度,小心使用维护,不得作划线、敲击等用途。