发动机曲柄连杆机构的拆装与检修

连杆的弯曲、扭曲和双重弯曲变形将使活塞在气缸中歪斜,造成活塞与气缸、连杆轴承与连杆轴颈的偏磨。
发动机工作时,气缸内的气体压力始终作用在活塞顶上。由于气体压力的作用,使活塞与活塞销、活塞销与连杆小头衬套压紧,并通过连杆,使连杆轴承与连杆轴颈、主轴承与主轴颈相互压紧,由于上述各传力机件都具有一定的质量,具有保持原有运动状态的趋势,即惯性力的作用,再加上发动机超负荷和爆燃等原因,使连杆弯曲、扭曲或双重弯曲。
(1)曲轴在修磨加工时,装卡定位不当,磨床本身精度不高。 (2)发动机超负荷运转,连续“爆燃”,工作不平稳使各轴颈受力不均匀。 (3)曲轴轴承和连杆轴承间隙过大,松紧不一,造成主轴颈中心不重合,运转时受冲击。 (4)发动机发生轴承烧坏和抱住曲轴时,曲轴将出现弯曲和扭转。 (5)曲轴轴向窜动过大或活塞连杆组重量不一,相差过大。 (6)点火时间过早,或经常有 1-2 个火花塞工作不良,使发动机运转不平衡,曲轴受力不均匀。 (7)曲轴的平衡被破坏,或曲轴连杆组以及飞轮的平衡被破坏;曲轴过多磨损和超细,强度、刚度不足,或由于装配不当而产生弯、扭。 (8)曲轴材质不佳,或曲轴长期不合理的放置造成变形。 (9)汽车起步行驶时,放松离合器踏板动作过快,接合时不柔和。或用冲力起动发动机,使曲轴受到突然扭转。 (10)行车中使用紧急制动 或在发动机动力不足的情况下,用高挡低速勉强行驶。
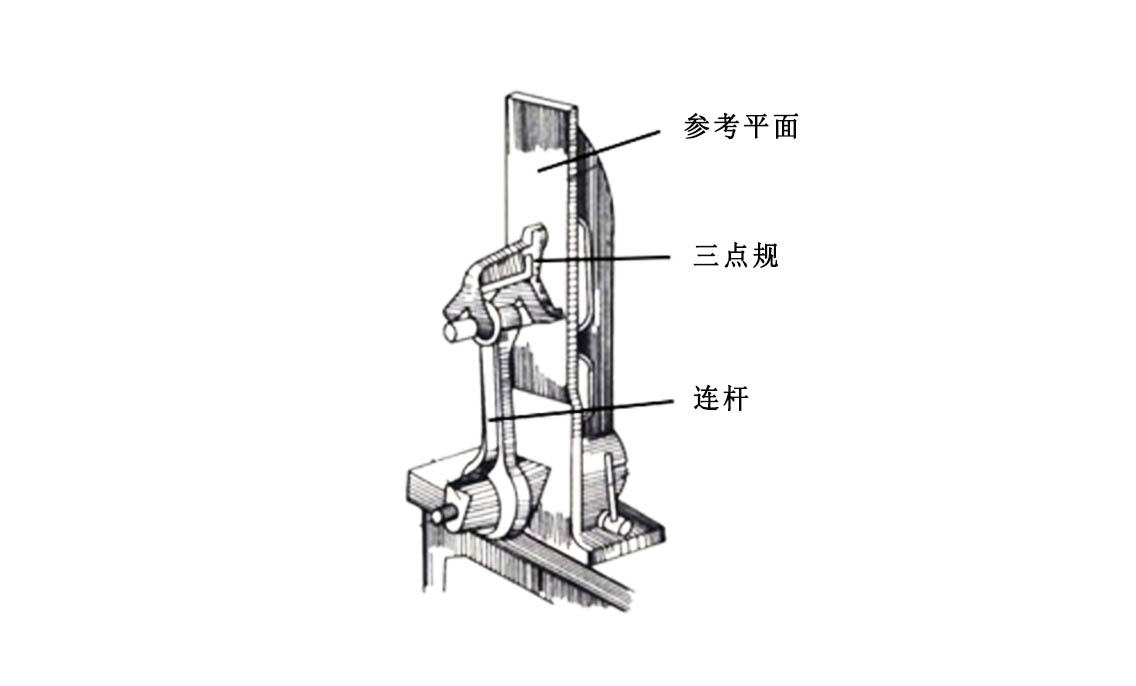
检验时,如果三点规的三个测点都与检验平板接触,说明连杆不弯也不扭曲。如果上测点与平板接触,下面两测点与平板不接触,且与平板的间隙相等,或下面的两测点与平板接触,而上测点与平板不接触,则表明连杆纯弯曲;如果一个下测点与平板接触,上测点与平板间的间隙等于另一个下测点与平板间隙的一半,说明连杆是纯扭曲;否则是弯扭并存。连杆的弯曲、扭曲变形,通常用连杆校正器的附设工具进行校正。当连杆弯扭并存时,一般先校正扭曲后校正弯曲。连杆经过弯、扭校正后,两端座孔轴心线的距离变化应不大于0.15mm,否则会影响气缸的压缩比。
曲轴弯曲变形后,其主轴颈的同轴度偏差增大。检验时,一般将曲轴的第一道和最后一道主轴颈搁置在检验平板的 V形块上,将百分表头垂直地触及在中间一道主轴颈上 (通常此道变形量最大),慢慢转动曲轴一圈,此时百分表指针所示的最大摆差,即为该轴颈对前后两主轴颈轴线的同轴度偏差,其偏差一般应不大于0.l5mm,否则应予校正,低于此限可结合磨削轴颈予以修正。 曲轴弯曲的校正通常采用冷压法和表面敲击法。 曲轴扭曲的检验时,可将曲轴置于检验平板的 V形块上,然后将第一、六缸连杆轴颈转到水平位置,用百分表分别测量第一缸连杆轴颈和第六缸连杆轴颈至平板的距离,求得这同一方位上两个连杆轴颈的高度差。 曲轴轻微的扭转变形,可在曲轴磨床上磨削校正,大的扭转变形可用液压扳杆校正。